
Overall Equipment Effectiveness (OEE) is a standard method for measuring the improvement opportunity of a production process. It provides a single number that benchmarks a work cell’s performance. A work cell could be a single machine, a group of machines, a line or an entire production facility.
- Where is the right place to measure OEE?
- How do you Calculate OEE?
- What are the main OEE Metrics?
- What should you include when designing an OEE design?
- Do I need special software for OEE?
- What the main benefits from OEE?
OEE directly links to several loss factors that can be practically assessed for actionable improvement of the production system.
OEE can be applied to almost any production system (discreet, batched or continuous processes).
OEE identifies the ratio of actual output to the theoretical output with the difference being “waste” or “loss time” that could have been used for additional production.
Of course, there are many other measurements that can be implemented on a production facility and others may seem simpler to implement than OEE. An example is Labour Productivity which is measured in items per person hour. Although not as effective as OEE, these other measurements are still considered to be an improvement opportunity basis.

Where is the right place to measure OEE?
There is little point in measuring OEE across your entire facility as the opportunity for improvement only exists at the point of the constraint. As the improvement is applied to a target area, the constraint may move and therefore the OEE measurement should, requiring necessary adjustments. However, you will need to first know or have an idea of where the constraints are in your production and then understand if you are able to affect them economically.
Setting up your OEE across a work cell that represents the production constraint is imperative to measuring the overall production system losses that you can actually do something about. These losses include;
The constrained work cell is either inhibiting or blocking upstream, downstream or both aspects of a production system. The constraint performance is the overall performance of your system.
How do you Calculate OEE?
The three OEE factors are Availability, Performance and Quality.
OEE = Availability × Performance × Quality
The underlying data for these factors are required to implement OEE accurately across different products, work cells and equipment.
Note that each sum is performed across the full set of products. For example, with two products:
∑ (Ideal Cycle Time × Total Parts) = (Ideal Cycle Time1 × Total Parts1) + (Ideal Cycle Time2 × Total Parts2)
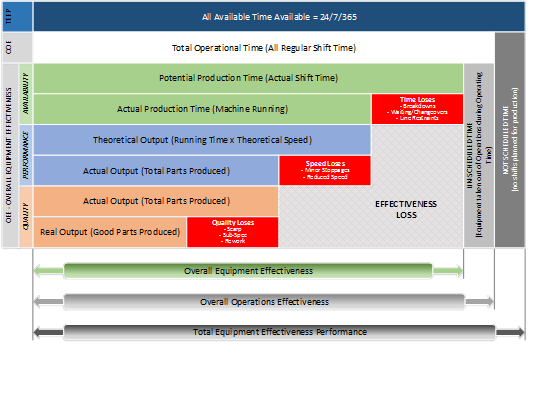
What are the main OEE Metrics?
Figure 1. Understanding Available Time & the difference between OEE, OOE and TEEP
What should you include when designing an OEE design?
What should be included in the OEE design? Now this depends on the process, however anything that adds to the losses/waste should be included. As an example, the changeover time for each SKU is part of the overall production system availability (lost production time). The same goes for maintenance, planned or unplanned, staff breaks etc. Even lights out should be included if you require the full potential of a plant to be expressed in your OEE number (or more specifically in your TEEP or Total Equipment Effective Performance).
Finally, defects need to be treated as a loss, whether they reduce the output count or include additional time to fix. This can sometimes be tricky because of the delay in discovering defects and implementing a fix means your OEE may not be real-time. In some cases, its best to delay the OEE presented to the production team until the real number can be validated.
Realistic or accepted cycle times are simply a reasonable measure of how well the work cell performs now and on a sustained basis. However, only the ideal cycle time (maximum possible) should be used in the OEE equation to drive improvement. The realistic cycle time should only be used initially to understand your production capacity if you choose to do no improvements and then compare and update annually to set the new realistic cycle time (because things change). Realistic Cycle time is essentially your planned production time divided by the output units.
Ideal cycle times is the best possible production performance for the work cell based on either the equipment design capability or the maximum tested capability for the shortest period of time.
Cycle times may be different for each product and therefore to ensure an accurate OEE, each SKU must be evaluated for the ideal cycle time.
Do I need special software for OEE?
OEE is not a system but simply a calculated measurement that can be implemented using a spreadsheet. However, if the measuring (automated and manual measuring) can be captured as close to the real-time events as possible then the OEE number can be used to drive process and asset optimisation.
Of course, software can help capture information to reduce human error and improve the accuracy (e.g. such as alerting operators to enter reasons codes that explain production issues at the time of occurrence). Doing this manually does allow the team to better understand the concepts and how they can each affect the results (e.g. operational behaviour etc).
What the main benefits from OEE?
The main benefits of OEE include:
The focus should be on the underlying knowledge about OEE and the improvement process around the losses, not the number.
It may be easy to apply OEE to a specific work cell, however if the work cell is not a constraint to the production or of no strategic purpose to the business, this will become wasted effort for the sake of improving a number that doesn’t matter to anyone.
Complicating the acquisition of data or collecting too much can impose a further burden to the operations that is unnecessary and may contribute negatively to the OEE. It is best to simplify as much as possible including limiting manual error reports and driving education through the workforce to discover what really makes a difference. This means using OEE as the tool rather than the outcome itself.
OEE is unique to the combination of equipment, process, people, information and product e.g. no two systems are the same. Therefore, you cannot compare OEE with any accuracy between work cells even if they are in the same production facility. However, you can apply improvement in a contextual way across any work cell.
Sometimes there are easier ways to create a culture for continuous production improvement and that is to provide a simplified method for motivating teams such as measuring shift efficiency (target versus actual) and providing this feedback in real-time. This relies on people to “figure-out” and develop ideas on how to improve a system, then adjust, measure and implement without necessarily having to understand the complexities of the OEE calculations.